引言
在生產加工中,機床導軌直線度誤差直接影響到零件的加工質量。導軌是機床上確定機床各部件相對位置關系的基準,同時也是整個機床運動的基準。以車床為例,導軌的精度要求主要有以下三個方面:在水平面內的直線度;在垂直面內的直線度;前后導軌的平行度。臥式車床導軌在水平面內的直線度誤差將直接反映在被加工工件表面加工誤差的敏感方向(法線方向)上,對加工精度的影響最大。臥式車床導軌在垂直面內的直線度誤差可引起被加工工件的形狀誤差和尺寸誤差。通過對導軌直線度準確的測量,并進行正確的數據處理和精確的導軌修磨,可有效地提高機床的加工精度。
1 直線度的測量原理
直線度的測量方法有很多,比如直尺法、準直法、重力法和直線法等。但機床導軌一般較長,難以用平尺等作為基準進行檢驗。通常對于大型工件直線度、平面度的檢測經常用到方框(氣泡)水平儀和電子式水平儀。氣泡水平儀法操作簡單、使用方便、成本較低。但是,一般氣泡水平儀的分度值為0.02mm/m,測量精度較低,而且容易損壞,測量傾角范圍有限。同時,氣泡水平儀水準泡中氣泡的長度隨溫度變化而變化,冬長夏短,一般冬夏長度相差3—4格。為了克服氣溫在短時間內的急劇波動對讀數的影響,通常可以采取雙向讀數法,但這對快速讀數和數據處理造成了障礙。
電子式水平儀是用于高精度測量的測試儀器,如nc車床、銑床、切削加工機床等設備的床面,其測試精度和靈敏度非常高。電子水平儀的主要原理有電感式和電容式等兩種。電感式電子水平儀的原理是當水平儀的基座因待測工件傾斜而傾斜時,其內部擺錘因移動所造成感應線圈的電壓變化。電容式水平儀的測量原理是采用一個圓形擺錘自由懸掛,擺錘受地心重力的影響并要求懸浮于無摩擦狀態。在擺錘的兩邊設有電極,當間隙相同的時侯電容量是相等,當水平儀受到待測工件的影響造成兩邊間隙不同距離改變即產生電容不同,形成了角度的差異。
2 電子水平儀測量導軌直線度的方法
為解決傳統方框(氣泡)水平儀在直線度測量上的不足,在實際的生產中采用電子水平儀測量導軌直線度誤差及數據處理。本文在進行導軌直線度測量時采用瑞士Wyler公司生產的高精度數顯電子水平儀,該水平儀體積小巧,操作方便,讀數簡單快捷,且測量精度較高,分度值可達到0.001mm/m,特別適用于小角度測量、平面度測量、垂直度測量,機床幾何誤差測量等。測量的讀數可在電子顯示屏上直接讀取,不存在測量讀數誤差,并且還提供了rs485通信接口,可與計算機直接進行數據通信完成對測量數據的自動采集和處理。
利用數顯式電子水平儀逐檔測量導軌的直線度,步距l有150mm, 180mm,200mm等。第一檔0-l,第二檔l-2l;并逐檔將讀數記錄下來。但取數后,進行計算或作坐標圖時,各類專業書上所采用的方法差別較大,常用的為作圖法和計算法。
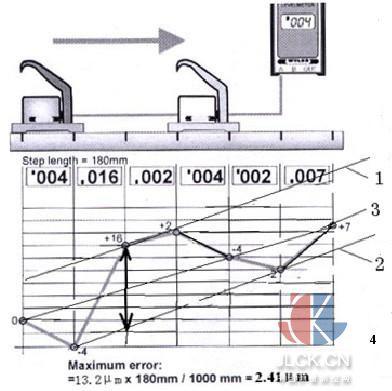
例:如圖1所示,用分度值0.001mm/m的電子水平儀測量1200毫米長導軌,各點讀數如表1所示,用圖解法求導軌直線度誤差。

作圖法求直線度誤差:
因為水平儀的工作原理,每一個讀數都實際代表了該段步距的斜率。又因為是連續測量,所以后一段的起點即為前一段的終點,將各測點的讀數值逐點累積標在直角坐標系上,連接各坐標點成一折線,這實際上就是被測直線的數學模型線。得到圖表1中下方的波形圖,按最小條件(縱坐標距離最小)作兩條平行線,如圖1中線條1、2,將數學模型線完全夾住,此對平行線間的區域即為最小包容區域,兩條平行線之間的縱向距離,就是直線度誤差值)。
得直線度誤差值為:

式中 l---步距;
i---水平儀分度值;
h---maximum error。
如機修現場使用或一般驗收使用,還可用首尾兩點連線法近似地評定直線度誤差。如圖1所示,用一條直線(線條3)將畫出的折線首位兩點連接起來,以此線作為評定基準線,找出兩側折線到此直線的最大縱向距離,兩者之和可作為被測直線直線的直線度誤差值。這一方法并不符合最小條件,因而評出的誤差值偏大,不能真正反映被測要素的真實情況,但勝在方法簡單,比較直觀,處理較快,而且不會發生誤收,所以仍為實用的方法。
作圖法的優點是圖形直觀,不需要較大的計算量。但作圖必須精確,得到的最小包容區域通常受作圖誤差影響。而且每檢測一次,就必須重新作圖一次,效率較低。
3 數顯式電子水平儀讀數前注意要點
(1)進行零點設計之前,要等待儀器和環境溫度、工件的溫度一致。并且儀器開機至少一分鐘以上;
(2)將水平儀放置在水平的平板上(如車間用檢測平板);
(3)在平板上精確標記水平儀底座位置;
(4)將儀器的顯示值設置為零;
(5)儀器在平板上旋轉180度,底座位置保持不變,讀取儀器顯示值,記錄并得出其1/2結果值;
(6)將儀器的顯示值調整到1/2結果值;
(7)然后,再次將儀器旋轉180度,其顯示數值應該不變而符號相反。如果不是,重復以上步驟。
4 結語
采用電子水平儀測量導軌直線度相比較其它測量方法操作方便,讀數簡單快捷,且測量精度較高,符合國家檢定規程要求的誤差范圍,能近一步提高工作質量和工作效率。同時,利用電子水平儀可與計算機直接進行數據通信從而完成對測量數據的自動采集和處理,方便使用計算機利用計算機評定直線度誤差,克服了手工作圖評定直線度誤差的繁瑣、粗糙性以及計算法的不可觀性,從而使得到的直線度誤差結果更迅速、準確